Worldwide almost 2 billion tires are consumed each year. Via recycling, it is possible to bring the individual tire components back into the value chain. Over the years the trend moved from just re-using the rubber for lower grade applications like rubber modified asphalts, filler for sport fields to more efficient recycling.
End-of-life tires offer good usable materials and are a source of oil, gas, steel and carbon black. The use of recovered Carbon Black (rCB) alone can reduce the size of the carbon footprint by 80%, which is why many large tire manufacturers are trying to use significantly more rCB.
The pyrolysis of entire tires or tire shreds first produces coarse recovered Carbon Black, which must be ground for further use. Typically, the following requirements must be met when grinding rCB:
As a composite material, recovered Carbon Black occurs in different compounds, depending on the tire material used and the process conditions. The wide particle size distribution from micrometer to centimeter (inch) range, which the rCB displays after leaving the individual type pyrolysis reactor, requires the use of an efficient milling technology. In contrast to unprocessed rCB with a rather low resale value, processed rCB increases its value by a factor of twenty.
Fine ground rCB has a very low bulk density and as such provides challenges in handling and logistics tasks. Most users of fine ground rCB require the product to be pelletized. Pelletized rCB offers strong advantages in terms of handling and related logistics cost. However, various factors have an impact on the rCB back-end process and the quality of the pellets, such as size reduction efficiency, pyrolysis temperature, binder selection as well as type of dryer.
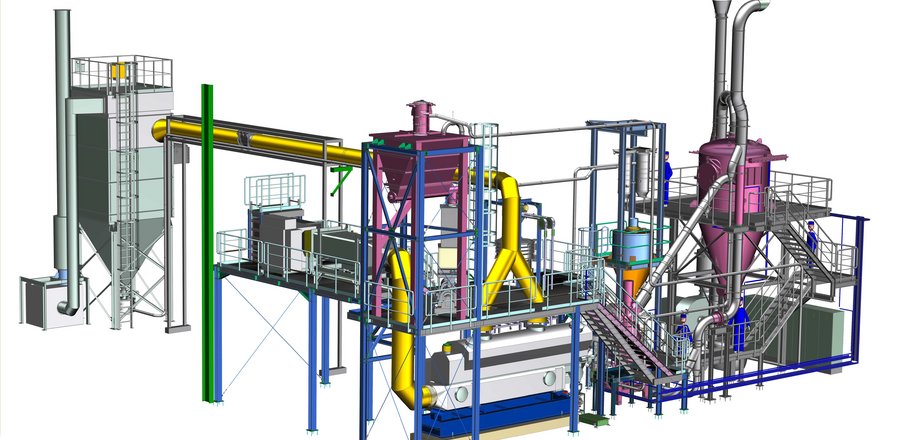
In order to provide rCB producers with a complete solution considering all important factors, we developed a turn-key solution for grinding, pelletizing, drying and packing.
This comprehensive approach offers rCB producers the chance to take into account all process steps from the discharge of pyrolysis char down to high quality, fine ground, pelletized and packed rCB.
Used tires are not yet among the first topics to be associated with the recycling economy. The EU alone collects around 3.4 million tons of old tires every year. Numerous natural resources are required to produce tires, and thus a large amount of CO2 is emitted. The EU tire industry is the largest consumer of the approximately 1.8 million tons of virgin Carbon Black in the EU, accounting for about 73% of total demand.
The production process of 1 ton of such Carbon Black consumes 1.5 - 2.0 tons of oil and releases approx. 2.5 - 3 tons of CO2. By reusing the tires, the materials cycles can be closed and the environment relieved sustainably. In addition to oil, gas and steel, recovered Carbon Black in particular, which is used in tire production, conveyor belt and rubber parts as well as in some cases in paint production, is thereby integrated into the circular economy.
