
Typical particle size distribution of anode graphite based on natural graphite
The energy turnaround does not only require increased utilization of renewable energies, but also in particular the development of storage capacities to be able to store sustainably produced electrical energy efficiently and make it available again. In the mobility sector in particular, battery storage systems based on the lithium-ion battery are being used for this purpose. Almost all big automobile manufacturers have already decided and communicated their medium-term phase-out of the combustion engine. Battery cell production is expected to multiply drastically within a few years to achieve these ambitious goals.
At the same time, European and North American producers and countries do not want to become solely dependent on Asian suppliers. Currently, more than 30 "gigafactories" for production of battery cells for the automotive industry are under construction or at the planning stage in Europe alone. In terms of volume, graphite represents the largest share of all raw materials in the Li-ion battery. For use as battery anode graphite, a natural raw material (so-called "flake graphite") or a synthetic raw material (often produced from petroleum coke) can be used.
Depending on the intended use, battery and automotive manufacturers have very specific requirements for battery anode graphite. For example, graphite particles must be as round (spherical) as possible and be present in a narrow particle size range to enable high energy densities and short charging times. The efficient adaptation of particle shape and particle size of a wide variety of materials has always been the field of activity of NEUMAN & ESSER. Graphite and coke have also been one of the main applications since the first grinding plants built by NEUMAN & ESSER in 1931. With the partly government-supported, emerging efforts of European and North American manufacturers to produce anode graphite locally, it was therefore the obvious thing for NEUMAN & ESSER to develop solutions for the efficient production of spherical anode graphite.
The particle size distribution is used to characterize the particle size. With the aid of this distribution, it is possible to describe which volume or mass fraction of the sample consists of particles below a certain size. Typical quality-relevant characteristic values for anode graphite are the values d10, d50 and d90, which indicate the maximum particle size of the finest 10, 50 and 90% of the total particle volume.
Two fineness grades for anode graphite, usually characterized by the d50 value, are widely used. For the coarser typical fineness, the required d50 is 15-20 µm, while for the finer it is 8-12 µm. While the requirements for the average particle size are similar for synthetic and natural graphite, the requirements differ in the allowed width of the distribution, i.e. the maximum allowed ratio of the d90 to the d10 value.

To be able to use graphite efficiently in high-performance batteries with high energy density and fast charging cycles, the roundness or so-called sphericity of the particles is decisive in addition to the particle size distribution. Here, the raw materials of natural "flake graphite" and petroleum coke (for synthetic graphite) differ considerably. While natural graphite consists of extremely flat, almost 2-dimensional particles, petroleum coke has a more acicular, spatial shape. Thus, the requirements for rounding or spheronization also differ. Typically, roundness is measured indirectly via the so-called tapped density, assuming that rounder particles generate higher tapped densities.
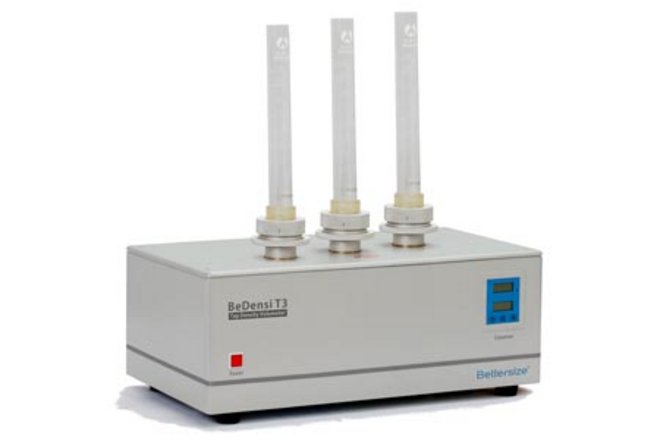
When measuring tapped density, a defined quantity of a product is placed in a cylinder. The cylinder is pushed onto a surface with a defined number and height of strokes. For this purpose, there are special devices that perform these strokes in accordance with the standards. The volume of the material in the cylinder along with the weight of the sample gives the so-called tapped density in [g/ml].
The requirements for natural graphite and petroleum coke also differ in terms of the required tapped density. While natural graphite must be rounded to tapped densities of up to > 1g/ml, tapped densities in the range of 0.7-0.9 g/ml are usually acceptable for petroleum coke as the starting material for synthetic anode graphite. Due to the different requirements, the optimum solutions for production of these two materials also differ.
Anode graphite represents the largest proportion of all battery raw materials in terms of volume. Correspondingly high production capacities will have to be built up in the coming years. Production equipment must meet these production capacities through appropriate sizes.
The combination of the above-mentioned quality requirements means that it is necessary to remove an undesirable part of the starting material, i.e. the ultra-fine particles, which can have a performance-reducing effect in subsequent production steps and in the battery. This production portion cannot be used as anode graphite and thus reduces the yield of the overall process. On an industrial scale, it is of particular importance to produce the smallest possible quantities of ultra-fine particles in the production process and thus to keep the overall yield of the process as high as possible.
A high overall yield as well as efficient process control are also required to be able to realize the lowest possible specific energy requirements to produce the anode graphite. This allows the CO2 footprint of the battery to be decisively reduced already at the production stage of the battery raw materials.
Traditional manufacturing processes for spherical anode graphite consist of a serial connection of 20-30 impact classifier mills in which the grinding, classifying, and rounding processes are carried out simultaneously to achieve the required particle size and distribution as well as the desired shape. Therefore, the quality criteria cannot be addressed and adjusted individually. NEUMAN & ESSER has developed the NEA|Sphere solutions to increase efficiency and reduce process complexity as well as to realize high production capacities. The decisive factor was that the required processes could be carried out as independently as possible.
Accordingly, the process was divided into a grinding process, a classifying process, and a rounding process. For optimum individual process control, the three basic units of the NEA|Sphere series were developed based on existing products and technologies.
In order to produce fine particles with a steep particle size distribution, i.e. a low proportion of so-called "superfines", the NEA|Sphere M was equipped with high-intensity grinding tools and a highly efficient integrated classifier module. The material is ground to the desired fineness on this mill, but overgrinding can be avoided.
With tools specifically designed for the purpose of spheronization and the highly efficient integrated classification module, the NEA|Sphere S enables the complete rounding of particles in a single step. This allows the yield of the rounding process to be significantly increased.
For special challenges in particle size ratios, such as a particularly narrow d90/d10 ratios, NEUMAN & ESSER has developed the NEA|Sphere C classifier based on the proven GRC guide ring classifier. This unit also allows efficient fractionation of flake-shaped products. This increase the overall yield of the process to be further.
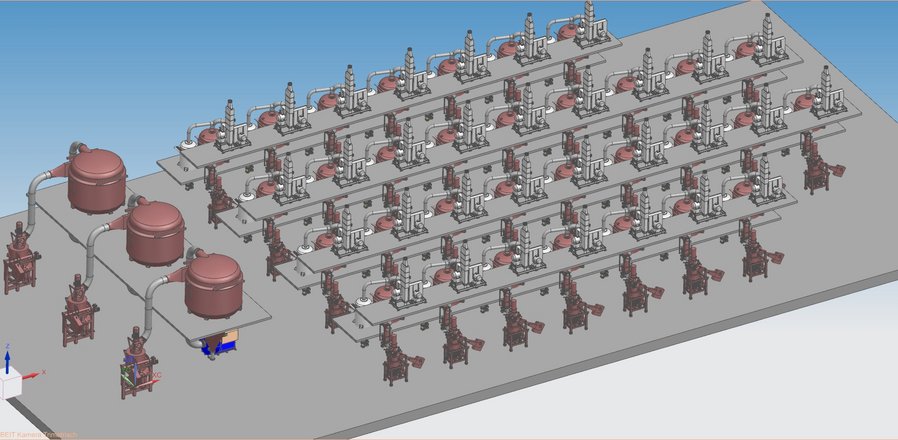
Considering the required quality criteria, the raw material as well as the necessary production capacities, NEUMAN & ESSER creates an individual NEA|Sphere customer concept by intelligently combining the above-mentioned NEA|Sphere aggregates M, S and C.
While the combination of NEA|Sphere Ms and NEA|Sphere Ss is often sufficient for synthetic graphite or petroleum coke, and finer natural anode graphites can also be produced with high yields using the analogous aggregates NEA|Sphere Mn and NEA|Sphere Sn, the additional use of NEA|Sphere Cn is recommended to produce a coarser natural anode graphite.
Individual process solutions for customers are created based on their specific requirements. Since all components are available in production size in the NEUMAN & ESSER test center, all process proposals can be validated there with customer material.